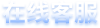
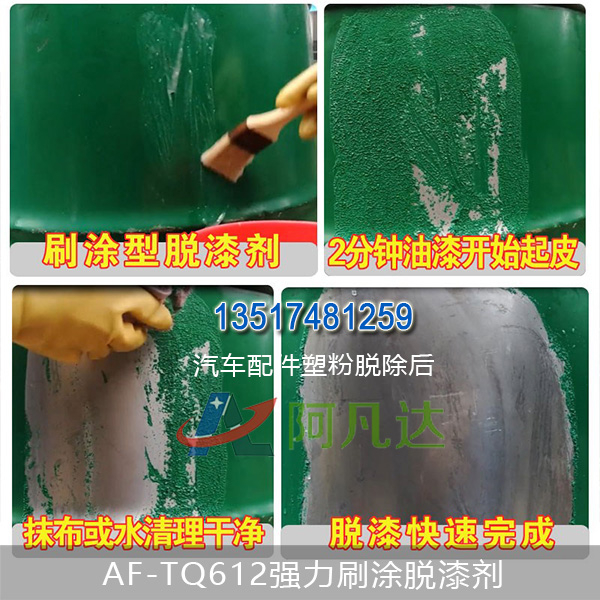
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

钢铁在特定条件下与含有锌、锰、铁、钙的磷酸盐溶液相作用,通过化学反应在其表面生成难溶性磷酸盐膜的过程称为磷化。磷化膜层多孔,具有良好的吸附性,是各种涂料的底层。磷化膜经浸油,煮蜡等处理可以明显提高磷化膜的耐腐蚀强度。因此,磷化处理已经成为金属表面处理工艺中的一个重要环节。
1 磷化技术的发展概况
早期的磷化处理工艺是高温磷化,通常在90℃~98℃高温下进行磷化处理,其酸比为1:7~1:8,优点是磷化膜抗腐蚀力强,结合力好;缺点是工作液温度高,加温时间长,浪费能源,溶液挥发量大,磷化处理成本昂贵,游离酸不稳定。磷化膜结晶粗细不均匀,粗糙。在生产中溶液会产生大量沉淀物,病吸附于金属表面,造成大面积挂灰现象,这无论在槽液的日常管理方面还是在基本材料磷化后的处理方面,都显露出很多的弊端。
中温磷化处理技术,通常在50℃~70℃范围内进行磷化,溶液的酸比为1:10~1:15,处理时间为15min~30min,它克服了早期高温磷化处理的各种缺点,操作技术简单,容易掌握,游离酸度比较稳定,槽液清澈,基体材料表面无挂灰现象,磷化膜均匀、细腻、耐腐蚀能力强。用这种工艺处理钢铁及其合金等金属表面所形成的磷化膜即可作为工件的最终精饰与防腐,也可作为其它覆盖层中间层,所以中温磷化技术在国内的各个相关领域得到了广泛的推广应用,从而逐渐取代了高温磷化处理工艺。
常温磷化技术是在25℃~30℃范围内进行磷化,溶液酸度比为1:20~1:30,这种磷化技术的适用范围以板型薄型基体为主,优点是节省能源,磷化膜层均匀,操作管理简单,缺点是用这种工艺处理钢铁表面所形成的磷化膜,由于膜层较薄,只能作为其它覆盖层的中间层,而不能作为工件的最终精饰与防腐。
2 中温磷化处理工艺
2.1中温磷化技术的工艺参数(以86-B#磷化液为例)
磷化原液按1:2~3的比例加水进行调整,其工作的参数为:1)总酸度:140~150点;2)游离酸度:15~16点;3)酸比:1:8.8~1:10;4)酸洗液的总酸度控制在650±50点。
2.2中温磷化工艺流程
除油(40℃~55℃)→水洗(常温流动水)→除锈(常温LPm#除锈剂)→水洗(常水)→磷化(86-B#磷化液)→流动水洗(60~68℃)→热水洗(85℃~90℃)→吹干(600kPa压力空气)→煮蜡(85℃~88℃)→转下道工序
3 应用中温磷化技术的几点体会
我厂从1996年开始应用中温磷化技术,经过多年的实践,以基本掌握了磷化液的参数特性,形成了具有行业特性的工艺流程和控制方法。
3.1除油
铁路用制动机的各种阀体形状复杂,内部有不同容积的空腔,盲孔,加工中冷却液中的矿物油残留在工件的内孔及表面,在温度较低时,矿物油会凝结在工件的内腔壁上和表面,在磷化工序前不除尽这些油污会影响覆膜的耐腐蚀性,以及覆膜不均匀,严重时会有局部无磷化膜现象发生。
在除油工序中应采用以表面活性剂为主的低泡弱碱性清洗剂,pH值范围在7.5~8.5之间,清洗液温度45℃~55℃,工件表面的油污可快速除掉;采用挂水试验法来检验除油效果,即将工件从水槽中提出观察,水在工件表面均匀挂附,为表面油污彻底除净,否则为未除净。
3.2酸洗
经过除油后的工件应进行酸洗,去除工件表面氧化膜,同时在工件表面形成不溶性的磷酸亚铁,在磷化时起到晶核的作用,工件装框摆好,用吊车浸到酸洗槽中15min~30min。工件料筐浸到槽液中要上下摆动,酸洗液应根据每月生产量及时间按期更换,保证酸洗液中的总酸点在550±50点。
3.3水洗
不论是除锈、除油还是磷化后水洗,水的清洁度都应做到清洁、流动。每天要更换一次,磷化后的水洗还要保持水的温度,两次水洗,一次水洗温度在55℃~58℃,可先洗去残留在工件表面的化学成分,保持磷化膜不发生变化,二次水洗温度在85℃~90℃。使晶核快速干燥,达到封闭磷化膜表面孔的作用。
3.4磷化
磷化工作液要严格按比例配置,要将总酸度、游离酸度,工作温度等各项技术指标控制在规定的范围内,每项指标的变化都会影响磷化膜的形成。磷化液的配制比例及过程,在这里不赘述。
4 结论
综上所述,在磷化处理工艺中,科学地设计工艺流程,合理地,有针对性的选择适合制动机工件各项技术参数的表面处理材料,是保证磷化质量的重要前提,仔细操作每一道工序,严格控制磷化处理所规定的各项指标范围是保证磷化质量的关键,只有这样,才能保证工件的表面磷化质量,适应铁路用制动机产品各种环境的工作需要。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购