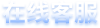
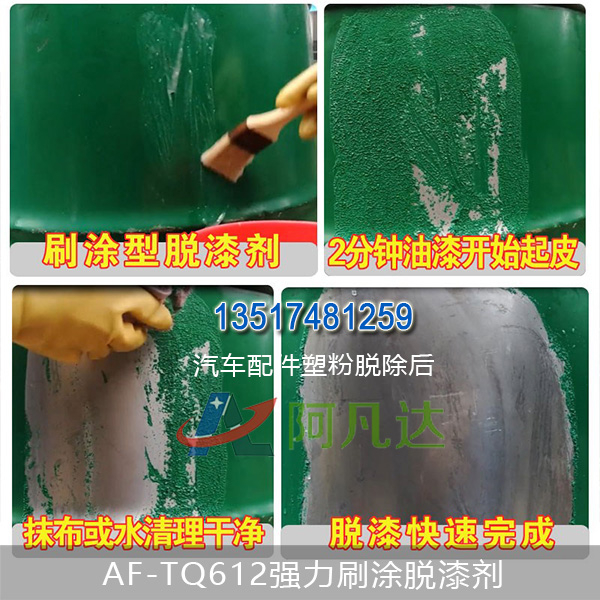
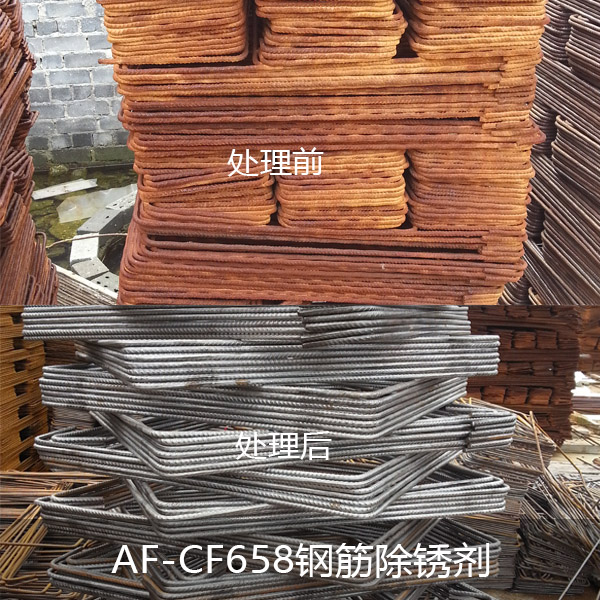
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

由于除锈质量直接影响到喷涂的效果和质量,影响构件的使用寿命,所以喷砂的质量尤为重要。我们应注意以下几个施工点:
(1)喷砂前,依据GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》规定,对金属结构基体表面锈蚀等级进行评定。仔细检查,清除焊渣、飞溅等附着物,并清洗表面油脂及可溶污物,对无用的焊接体或联接物也应作妥善处理。
(2)喷砂除锈所选用的砂,要求颗粒坚硬、有棱角、干燥(含水量<2%)、没有油污,没有泥土及其他杂质;以石英砂为好,粗河砂也可;同时,应考虑砂料运输条件,单价高低,回收能力等因素;砂料粒径以0.5~1.5mm为宜,筛选前须晒干,存储于棚内、室内,筛孔大小为:粗筛40~48孔/cm2(粒径1.2 mm)、细筛372~476孔/cm2(粒径0.3mm)。除锈方案确定后,磨料可选河砂、石英砂或二者混合可按1:1掺和使用。
(3)压缩空气为动力供给喷砂装置进口的压力,随压力升高,磨料喷射速度增加,对表面冲刷作用加剧,磨料破碎率提高。因此压力的选择要考虑到磨料的粗细,工件厚薄及表面粗糙度的要求。喷砂操作时,空压机气压为0.6~0.65MPa,气压变幅为0.5~1.0MPa。一般砂桶气压为0.45~0.55MPa,不得小于0.4MPa。
(4)在空气压力一定的情况下,喷嘴孔径加大,空气耗量和出砂量增加,喷砂效率提高。孔径的选择受空气供给量的制约,一般为8~15mm。由于磨损,当喷砂嘴孔径增大25%时,应更换新喷嘴。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购