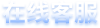
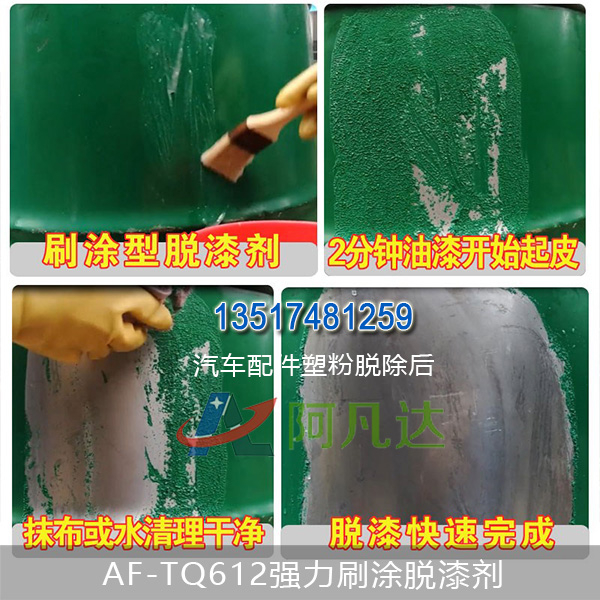
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

1.前处理工艺
前处理是为了增加涂装效果,对待涂装工件预先进行去污、去脂、防锈、打底的一个准备工程。金属表面常见的污垢分为物理和化学两类,物理方面主要包括环境中的污染物,固体颗粒以及油污、尘埃、晶体和沉积在金属材料表面的水垢、油垢和泥沙等;化学覆盖物主要是金属材料与介质发生化学反应生成的锈斑、腐蚀性物质等。当金属材料表面大面积存在这些覆盖物时,不但会严重影响该材料的使用效果,也容易使其出现柔性差,不易喷涂等现象,一旦金属材料经过前处理磷化后,改善其表面微观结构,再次进行喷涂即可增强喷涂层的机械强度,增强材料耐腐度。对氧化层的处理有三种方法:溶剂清洗、化学处理和机械处理。轻微氧化的金属清洗较为容易,重度氧化的金属氧化层较厚,则需要先进行机械处理,使氧化层松动脱落一部分,接下来的清洗工作就会较为简便。通常经过处理后的金属表面具有高度活性,在空气或使用中更加容易受到灰尘等的影响再度锈蚀出现氧化情况,因此处理后的金属表面应尽可能快的进行胶接。
2.金属材料中的前处理工艺
前处理一般分为两种,即制作前工艺流程和产品前处理。对于制作前工艺流程来说,其典型的工艺流程为:预脱脂→脱脂→水洗I→酸洗→水洗II→中和→水洗III→表调→磷化→水洗Ⅳ→钝化。在使用中可根据实际情况进行适当调整。酸洗除锈在制件前处理中是必不可少的步骤,但是在前处理过程中要将锈蚀件和非锈蚀件分开处理,锈蚀件进行酸洗,非锈蚀件则不需要。另一种是产品前处理。比较先进的是采用PLC程序自动控制,来实现工序间自动转移,其一般流程为:脱脂一水洗一表调一磷化一水洗。产品前处理是将整个产品浸入槽液中进行表面处理的过程,目前已经有不少厂家采用。各个流程之间相互独立同时又相互影响,每个工艺都有需要注意的地方由于各个环节的处理方法不同因而各个工艺有这不同的要素。①脱脂。脱脂是一种化学过程,通过皂化等反应使各类油脂从金属表面脱落,变成可溶性物质或者稳定地分散在溶液内。好的脱脂效果应该是在金属表面不存在可目视到的油脂、乳浊液等污物,否则应再次进行脱脂直至金属表面干净无污。是否成功脱脂取决于槽液中的游离碱度、脱脂液的温度、处理的时间、脱脂液含油量等,只有各个方面都处于最佳状态时才能保证最佳的脱脂效果。由于各个环节的处理方法不同因而各个工艺有这不同的要素。不同的脱脂液有不同的脱脂温度,若温度过高则会带来一些副作用,当脱脂液与油污充分接触时才能有良好的脱脂效果。②酸洗。金属材料在制造、运输和存放中无可避免的会产生锈蚀。由于锈蚀层结构疏松不易附着,且氧化物与金属之间可组成原电池造成金属进一步的腐蚀破坏,极易使图层破损,因此涂装前必须将其除净。酸是一种很好的除锈剂,当酸液浓度恰到好处时,既不会使金属工件发生变形,又能很好的完全的除去金属上的锈蚀,但若酸液浓度过高则会损伤工件本身。酸洗的目的即是要除去锈蚀,当酸洗结束后,金属工件表面不再存在可目视到的氧化物、锈蚀及过蚀现象时则表明酸洗效果很好。酸洗效果受到游离酸度、酸洗温度和时间的制约,实际操作时要注意严格控制槽液的温度和处理时间,如若不然会加剧金属的腐蚀程度造成相反的效果。当酸液的铁离子含量超过10%应及时更换。③表调。表面调整剂可以消除工件表面因碱液除油或酸洗除锈所造成的表面状态的不均匀性,使金属表面形成大量的极细的结晶中心,从而加快磷化反应的速度,有利于磷化膜的形成。在进行表调时要注意检查水质的好坏同时要注意金属工件所使用的时间长短,不同的条件会产生不同的表调效果。槽液配制时要预先添加软水剂来消除水体中所含水锈和过量钙镁离子对表调效果的影响。但是当使用时间较长或所含杂质离子较多时胶体会丧失活性,此时胶体的稳定性遭到破坏,就必须更换槽液。④磷化。磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐化学转化膜称之为磷化膜。磷化的目的主要是给基体金属提供保护在一定程度上防止金属被腐蚀。磷化是整个前处理工艺中最为重要的一个环节,但酸比、温度、沉渣量、亚硝酸根、硫酸根、亚铁离子等因素都可以对其产生影响,相对其他环节来说过多的影响因素使其很难控制同时也突出其的重要性。适当提高温度一方面可以加快成膜速度,但要注意对温度的控制,过高时会影响槽液的稳定性。随着磷化反应的不断进行槽液内会产生影响反应的残渣,因此必须根据处理的工件量和使用时间进行槽液的更换。⑤钝化。钝化也称封闭。钝化是为了封闭磷化膜孔隙,提高磷化膜的耐腐性。目前一般采用含铬处理和无铬处理两种方式,有些使用碱性无机盐型钝化方法中存在大量损害漆膜的长期附着力和耐蚀性的物质。⑥水洗。水洗的目的是清除工件表面从上一道槽液所带出的残液,水洗质量的好坏可直接影响工件的磷化质量和整个槽液的稳定性。水洗槽液一般控制淤泥残渣含量不能过高否则容易出现工件表面挂灰、槽液表面应无悬浮杂质、槽液PH值应接近于中性防止槽液窜槽从而影响后续槽液的稳定性。
3.结语
虽然前处理技术在金属材料防锈除污中的应用很大,但是其过程中包含磷化这一工序,尽管磷化的抗腐蚀性能非常优异,但同时它也存在着耗能高、污染较严重、含有还害重金属、废水处理较困难、容易在管壁及管道内结渣等一系列问题,随着科技的不断进步和环保要求的不断提高,需要我国科研技术人员进行无毒环保磷化和完全摈弃含磷配方的全新工艺两个方面的研究,使得前处理技术更加成熟和完善。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购