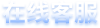
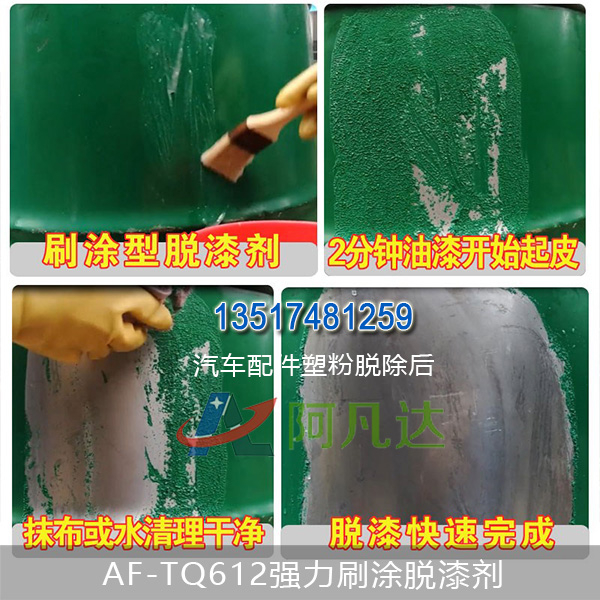
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

1)在选择脱脂剂、除锈剂、表调剂、磷化剂等系列产品时,除了考虑其处理效果、稳定性、管理难易、使用成本,同时还须检验其技术是否正确,涂装前处理药剂是否与工件表面相适应,相互之间的配套性是否恰当。
(2)涂装前处理前必须严格检查各种设备是否完好,各种挂具是否可靠,各种工艺参数是否在规定的工艺范围之内。
(3)手工预处理,一般是采用砂纸打磨去锈、除去机械杂质,然后用擦布蘸溶剂汽油或水的表面活性剂进行全面的擦拭。切忌用毛刷或脏布来回擦拭,这样将在金属表面留下污痕,一直到表面预处理完毕后,在工件上还会留下痕迹。
(4)脱脂质量的好坏主要取决于脱脂温度、脱脂时间、机械作用及脱脂剂材料等四个因素。有的用户希望脱脂剂使用温度越低越好,脱脂剂材料生产厂家也在不断推出低温清洗剂。实际上,使用温度并不是越低越好,因为脱脂液的温度高,脱脂比较彻底。但温度也不是越高越好,特别是使用含表面活性剂的脱脂剂,因为超过70℃以上,属于醚、酯类的表面活性剂会水解而失效。在脱脂操作中,增加脱脂时间,就是延长脱脂液与油污的接触时间,达到提高脱脂效果。但在流水作业中不可能采用太长的脱脂时间,只要求保证足够的脱脂时间即可。在脱脂过程中,对浸渍槽液采用压缩空气搅拌等机械作用,可增加新鲜脱脂液与零件表面的接触,使油脂较容易地脱离工件表面,特别是在低温脱脂的情况下尤其有效。脱脂剂的组成及使用方法对脱脂效果有很大的影响。脱脂剂首先应选带表面活性剂的碱性脱脂剂,并且是低泡表面活性剂而不是加消泡剂的产品。其次要保证脱脂槽的清洁度和脱脂剂浓度,应按消耗定额或每日生产前的化验结果及时补加脱脂剂和水,槽体定期清洁。
(5)钢铁零件在碱性介质尤其是强碱性介质中比较稳定,甚至有钝化作用,使磷化过程的腐蚀反应难于进行。因此采用强碱性清洗剂除油后必须配合使用具有表面活化的表面调整剂进行处理。而采用弱碱型的清洗剂,则可以不用表面调整剂。
(6)酸洗操作时要严格执行操作规程,防止酸液对人体的危害。无锈零件可不经过酸洗工序而直接进入下道工序。酸洗除锈是不得已而为之,以免锈蚀后再进行除锈处理。酸洗后应加强水洗,力求洗净残留酸及酸洗产物,不然会加速金属的腐蚀。各水洗槽的槽液应经常处于溢流状态。
(7)一般“P比”高的磷化膜阴极电泳涂漆后的耐腐蚀性能较佳。要获得“P比”高的磷化膜,除采用Zn2+含量较低的磷化液外,采用浸渍处理,较弱的搅拌,有利于高磷酸二锌铁的磷化膜的生成。在生产过程中特别注意不要强烈的搅拌。磷化前采用强碱脱脂或酸洗除锈的,需要进行表面调整。表面调整一般采用钛的多磷酸盐或草酸作为磷化前的表面调整剂,具有细化晶粒、加快反应速度、降低反应温度、提高磷化膜质量等作用。磷化后的钝化、水洗也非常重要。钝化的作用是除去磷化膜表面的疏松层,并对钝化膜不完全的部分或孔穴部分进行封闭。钝化与不钝化相比,防腐蚀性能可以提高10%~30%。由于钝化会带来污水处理等问题,在生产中可不单独采用钝化工序,而是选择磷化与钝化二合一的磷化产品来加以弥补。磷化后要经3~4道水洗,最后一道水洗为新鲜去离子水洗,其水质要求很高,一般要求电导率在10μs/cm以下,而冲洗后的零件的滴水电导率控制在50μs/cm以下。磷化后不采用阴极电泳涂漆的,可不经新鲜去离子水水洗。磷化件喷漆前必须保证表面干燥,底漆的喷涂必须在磷化后24小时以内完成。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购