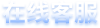
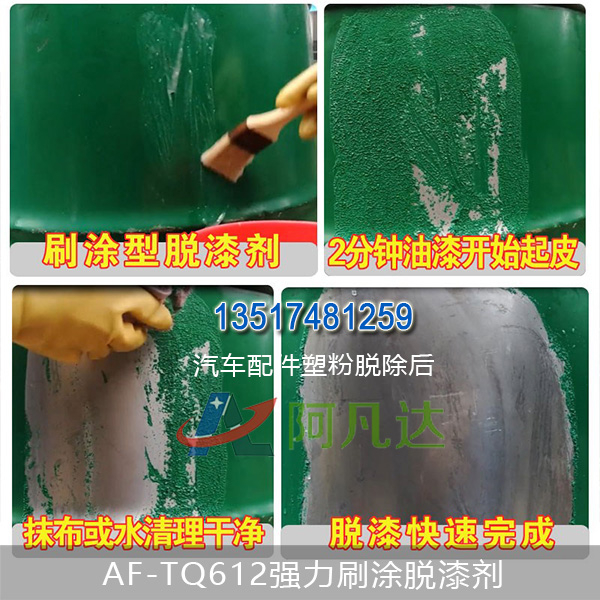
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

磷化处理是在金属表面通过化学反应生成一层不溶于水的结晶型多孔磷酸盐转化膜,磷化膜作为涂层的基底,可以有效地提高涂层的耐腐蚀性能,但磷化过程会伴随磷化渣的产生。大量磷化渣的存在,会影响磷化膜的质量,降低工件的耐腐蚀性能,从而增加不合格品的比率,严重时甚至会影响生产的正常进行;磷化液中的磷化碴会导致磷化液使用寿命的缩短,直接增加了磷化工序的加工成本;磷化渣的增加还会增加磷化倒槽及清洗频次,增加污水处理的负荷和成本;磷化渣的增加也会影响设备的正常运转,加大循环泵的负荷,阻塞喷嘴、管道和阀门等设备,造成设备维护及维修成本的增加[1-4]。
磷化渣的形成主要在磷化反应过程中发生,沉淀反应一般发生在基体与溶液接触界面。在该区域,反应向生成沉淀的方向进行,主要表现为以下三类:第一类最终在基体表面以结晶的形式析出而形成磷化膜;第二类由于反应速度快,且沉淀主要表现为无定型,此类沉淀物难以参加成膜而最终以沉渣的形式存在;第三类反应的沉淀一般只在瞬间形成,只要离开界面马上会被溶解,一般不参加成膜,也不会在沉渣中出现。在远离界面区域,磷化液也会发生沉淀反应,所形成的沉淀均以沉渣的形式存在。
本文针对上汽依维柯红岩商用车有限公司涂装磷化线所使用的汉高锌-镍-锰三元磷化体系(Granodine®1994 E)及磷化液生产工艺温度要求(50℃),通过实验对磷化液加热水浴温度与磷化液产渣量的关系进行了验证;采用称重和读数的方式对磷化渣体积浓度与质量浓度间的换算关系进行了分析;还采用SEM电镜对磷化渣与磷化膜的成膜质量关系进行了对比。
2 实验
2.1 磷化液加热水浴对产渣量的影响
磷化液温度及磷化液参数是影响磷化产渣量的主要因素,在生产过程中应该控制磷化液的工艺温度及磷化液的促进剂、游离酸及总酸的指标,确保磷化膜致密的同时磷化产渣少,磷化液中含渣量一般要求控制在300-400ppm以下[3];而磷化液温度的控制主要通过热交换的方式进行加热,本文针对加热所使用的热水温度对磷化升温过程产渣的影响这一问题进行了实验对比。
对于间歇生产的汽车生产线,为了更高效的使磷化槽液温度升至工艺范围,磷化升温过程一般采用温度较高的热水对其进行换热,通常情况认为高温会产生更多的磷化渣,同时还会损耗更多的能源;为了验证热水温度对磷化液产渣量和换热效率是否有影响,本文采用实验方法为:根据磷化液现场工艺的温度,设定两种水浴温度(分别为65℃和80℃)对磷化液进行升温,升温及恒温过程均对磷化液进行搅拌;升温至工艺温度(50℃)后在50℃水浴中恒温4小时,恒温结束后对磷化液产渣量测量;根据测量结果判定不同水浴温度对磷化液产渣量的影响。
现场取磷化液6L,将磷化渣过滤,均分过滤后磷化液为六杯待用(1L/杯);恒温水浴箱升温至设定温度后,将冷却至室温并过滤后的磷化液进行水浴加热至50℃,并记录升温段时间;采用加冷水的方式对水浴箱降温至50℃,设定水浴箱温度为50℃,对50℃磷化液恒温4小时;恒温结束后对磷化液含渣量进行测量并记录,记录结果如表1所示:
表1 水浴温度对磷化液升温过程影响
水浴箱升温段温度(℃) | 水浴箱恒温段温度(℃) | 室温温度(℃) | 水浴箱恒温时间 | 升温耗时 | 升温平均时间 | 静置后磷化渣量 | 磷化渣量平均值 |
65℃ | 50℃ | 16℃ | 4h | 13分45秒 | 13分42秒 | 6450ppm | 6390ppm |
65℃ | 50℃ | 16℃ | 4h | 13分39秒 | 6350ppm | ||
65℃ | 50℃ | 16℃ | 4h | 13分42秒 | 6370ppm | ||
80℃ | 50℃ | 16℃ | 4h | 9分51秒 | 4750ppm | 4743ppm | |
80℃ | 50℃ | 16℃ | 4h | 9分45秒 | 9分48秒 | 4640ppm | |
80℃ | 50℃ | 16℃ | 4h | 9分48秒 | 4840ppm |
根据表1中数据可知,水浴温度越高,升温段耗时越短,磷化液产渣量越少,根据实验结果表明,在升温段使用加热水浴温度高越高,热水与磷化液间换热效率越高,升温段时间越短,因此,升温段磷化液产渣量更低,而整个实验过程产渣量主要集中在升温段。在80℃条件下最终产渣量低于65℃条件时的渣量,产渣量比65℃时的渣量低25.77%。
根据以上数据,可以结合生产线的能量消耗、生产节拍以及换热器换热效率,可对磷化液升温使用的热水温度进行合理的调整,从而减少换热器累积磷化渣量,减轻磷化渣在换热器上的堆积,可以提高了换热器的换热效率,同时也能减少换热器的清洗频次。
2.2 磷化渣体积浓度与质量浓度的关系
为了解槽液中的含渣量,需要定时进行监测。目前对磷化液含渣量的监控主要采用的方式为:用一种特别的带有刻度的1000ml锥形量筒,取1000ml槽液于锥形量筒,在规定的时间内对磷化渣进行读数,从而判定磷化液中的含渣量[5]。该方法监控磷化渣含量操作简单,但只粗略的估算了磷化渣的体积浓度,对磷化渣的真实含量存在较大偏差,为了避免判断误差,我们采用对磷化液含渣量同时进行体积浓度与质量浓度的检测,得出二者对应的数据值,建立磷化渣体积浓度与质量浓度的关系图及关系式,根据关系式我们可以通过体积浓度得出真实的质量浓度,从而更准确的监控磷化液含渣量。
每天现场取磷化液2杯,每杯体积均为1L。其中一杯采用锥形杯静置4h后读取磷化渣体积的方式读数并记录;另一杯将其分别过滤,过滤前后对滤纸烘干称重并记录,通过每天过滤前后称重求其磷化渣含量的方式;连续记录一段时间后,两种方式得到磷化渣对应数据如图1。
根据图1可知,磷化渣体积与质量相关系数达到0.9972,认为通过该方法所得到的磷化渣对应值是具有可靠度的。因此,根据y=1232.7x-61.745该关系式,我们可以便捷的对磷化渣体积与质量之间的关系进行换算,从而更准确的得知磷化液中含渣量。
2.3 磷化渣对磷化膜的影响
大量磷化渣的存在,会影响磷化膜的质量,降低工件的耐蚀性能,为了更直观的磷化渣对反应磷化膜形成的影响,采用在不同渣量状态下制作磷化板,并对磷化板进行SEM分析。
采用JEOL-JSM 6390LA型扫描电子显微镜对磷化后的试样进行表面形貌分析,加速电压为15kV;分别在X500和X1500的倍数下对磷化膜状态进行分析。比较相同倍数下的磷化膜扫描电镜照片(图2),由图可知,冷轧板在含渣量少的磷化液中形成的磷化膜较致密,而含渣量多的磷化液中形成的磷化膜松散而且磷化膜呈支晶状,支晶长度在8-20μm,明显高于含渣量少时磷化液中磷化膜的支晶长度(3-9μm)。
3 结论
1、磷化加热水浴对磷化产渣量的影响为:磷化液加热水浴温度高,磷化液产渣量低,换热效率高;磷化液加热水浴温度低,磷化液产渣量高,换热效率低;
2、磷化渣体积浓度与质量浓度的关系验证实验得出,磷化渣体积浓度与质量浓度的关系为:y=1232.7x-61.745;
3、通过SEM金相照片得出,磷化膜的致密程度与磷化液含渣量成反比关系。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购