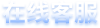
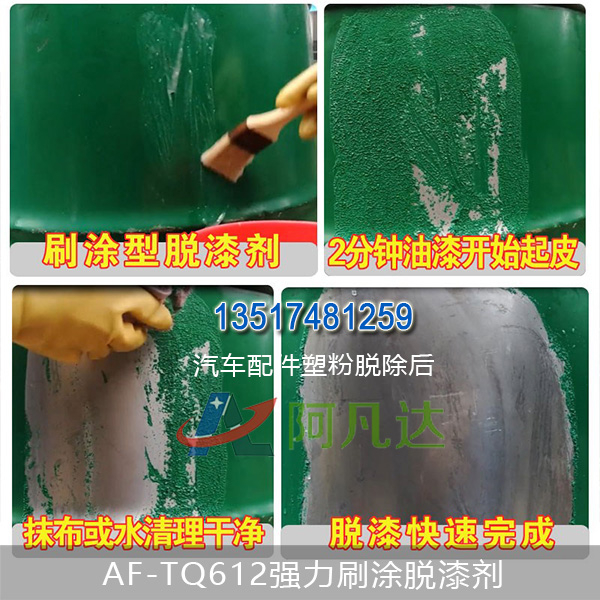
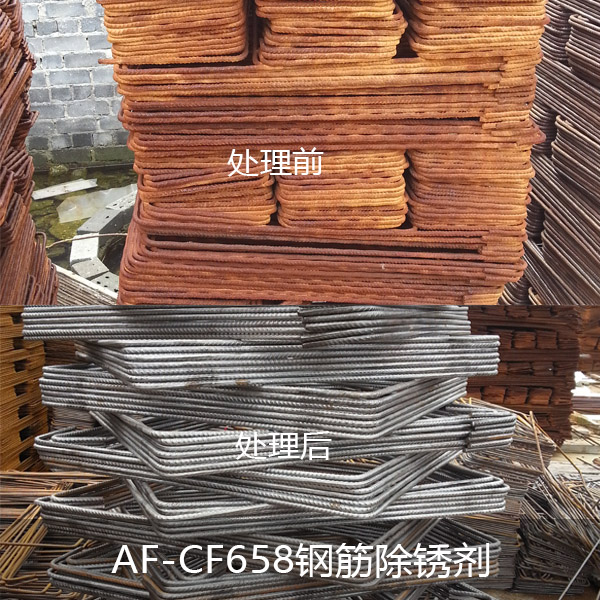
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

一、前处理基本定义
1、喷淋式前处理
应用喷射方式从被涂工件表面去除各种污垢,如脱脂、除锈,经清洗后,对工件表面进行各种化学处理(表调、磷化),以提高涂膜的耐腐蚀和涂膜与工件表面的附着力,以保证涂膜的理化性能和产品的质量。
2、表面活性剂
是一种能显著降低接触表面(界面)张力并具有吸附性能的物质,从结构看,所有表面活性剂都是由极性的亲水基和非极性的亲油基两部分组成。亲水基团能与水分子亲和,而亲油基团能使油亲和,因此它们是两亲分子,具有亲水、亲油的性质,能起乳化、分散和增溶等作用。
3、脱脂原理
a、清洗前的工件状态:存在空气与工件、空气与油污、油污与工件、油污与油污四种界面。
b、待清洗的工件处在清洗液(清洗剂工作溶液)中,用清洗液置换空气的状况,这是一种润湿过程。
c、清洗液浸入油污与工件的界面后,则仅存在工件与清洗液、清洗液与油污的两种界面,这是一个乳化分散过程,油污被表面活性剂包围而形成乳化液滴分散到清洗液中。
4、表面调整
把表面转化为能在以后的工序中得到成功处理的适当状态的过程。
5、磷化处理
将金属表面通过化学反应生成一层非金属的、不导电的、多孔连续的磷酸盐薄膜。磷化剂的主要成份为酸式磷酸盐,这些酸式磷酸盐在溶于水后,分解产生游离磷酸,与工件表面金属起化学反应,生成磷酸盐沉淀在工件表面。形成磷化膜。
6、磷化膜作用
a、磷化膜为磷酸盐的结晶堆积,具有多孔性和不光滑的表面,涂料可以渗入到这些孔隙中,因而能显著提高涂膜的附着力。
b、磷化膜能使金属表面由优良导体转变为不良导体,从而抑制了金属表面的原电池腐蚀,提高涂层的耐蚀性和耐水性。
7、促进剂
a、在磷化处理中使用的催化剂称为促进剂,在磷化过程中主要是去极化作用。
b、磷化反应中产生的氢气被吸附在待磷化金属表面,从而阻止磷化膜结晶的形成,为加速磷化反应速度,缩短磷化处理时间,须滴加促进剂(通常为亚硝酸钠)以去除氢气。亚硝酸钠分解产生NO2,使氢气经氧化反应生成水。
二、前处理工艺规程 1、上挂工件 在上挂工件时对冲压半成品进行组合上挂,同时对冲压半成品外观实施检查。为确保达到预期效果,上挂工件时应重点检查和操作要点: a、检查冲压半成品基材情况,如变形、破损、毛刺、分层、表面精度等级、表面油剂、污物、缺料和开裂等; b、冲压件表面镀锌层质量,要求表面洁净,不允许存在氧化和颜色(如是否有黑褐色等)、霉斑、锌花形状(如凹凸)不正常等现象; c、要求工件悬挂稳定、牢固,不易脱落; d、尽量将工件正面对枪手方向,工件之间的距离要确保工件在整个线体运行过程中不相互碰撞。 2、预脱脂 在温度为30-55℃脱脂液中1~2min喷淋或浸泡,以达到部分脱除冲压半成品表面油脂的作用,减轻主脱脂的原材料的消耗。喷淋压力为0.08-0.12MPa。为确保达到预期效果,该工位重点监控要点: a、每小时检查漕液总碱度和游离碱度; b、每小时检查泡沐高度、漂洗性能、脱脂效果; c、度正常情况不用检查; d、每小时检查喷淋温度和压力; e、每小时对表面浮油进行清除; f、通常每1~2 个月换槽液一次。 3、主脱脂 在温度45-55℃脱脂液2~3min中喷淋或浸泡,以达到全部脱除冲压半成品表面油脂的作用。喷淋压力为0.08-0.12MPa。为确保达到预期效果,该工位重点检查要点: a、每小时检查漕液的游离碱度; b、每小时检查喷淋温度和压力; c、每小时对表面浮油进行清除。 4、水洗1 通过常温工业用自来水0.5~1min喷淋或浸泡,以达到部分去除工件表面粘附的脱脂液的作用。喷淋压力为0.08-0.12MPa。为确保达到预期效果,该工位重点检查要点: a、适量的补充水,以降低槽内水洗液的浓度,补充水来自水洗2的溢流水; b、每小时检查回流槽的泡沐高度和PH值,要求PH控制在7~9之间。 5、水洗2 通过常温工业用自来水0.5~1min喷淋或浸泡,以达到基本去除工件表面粘附的脱脂液的作用。且溢流至水洗1液槽内,以降低自来水的消耗。喷淋压力为0.08-0.12 MPa。为确保达到预期效果,在该工位重点检查要点: a、适量的补充水,以降低槽内水洗液的浓度,补充水来自自来水直喷的喷淋水 b、每小时检查回流槽的泡沐高度和PH值,要求PH控制在7~7.5之间 c、工件表面水膜要求连续,无脱脂剂(表面活性剂)和偏硅酸胶体残留。 6、自来水直喷 通过常温自来水进行喷淋,以达到全部去除工件表面粘附的脱脂液的作用。且回流至水洗2液槽内,以降低自来水的消耗。喷淋压力为0.08-0.12 MPa。 7、表调 通过常温表调液0.5~1min喷淋或浸泡,以达到在工件表面快速均匀的分布晶核,以便磷酸盐晶体快速形成。喷淋压力为0.08-0.12MPa。为确保达到预期效果,该工位重点检查要点: a、每小时检查漕液的PH值, PH为8~9.5之间,PH值小于7时应考虑更换药剂; b、每小时检查喷淋温度和压力; c、每班添加药剂量不少于1kg; d、通常每周清洗槽体一次,并更换药剂。 8、磷化 通过35~55℃(具体温度根据使用磷化液种类确定)磷化液3~5min中喷淋或浸泡,以达到冲压半成品表面形成均匀磷化膜的作用(通常为0.2~4.5g/m2)。喷淋压力为0.08-0.12MPa。为确保达到预期效果,该工位重点检查要点: a、每小时检查漕液的总酸度(TA)、游离酸度(FA)和促进剂浓度(AC)以及总酸度与游离酸比(TA/FA); b、每小时检查喷淋温度和压力; c、每周将槽液抽入高位沉淀槽内进行沉淀;为了防止铝离子中毒,槽液老化,建议磷化槽6个月换一次若磷化槽; d、磷化膜一般呈灰白色、黑色和金黄色。磷化后的工件磷化膜层应结晶致密、连续、均匀,磷化后的工件允许以下缺陷: 1)由于局部的热处理、焊接以及表面加工状态的不同而造成的颜色和结晶不均匀; 2)在焊接气孔和夹渣处无磷化膜; e、磷化或后工件不允许以下缺陷: 1)梳松的磷化膜; 2)锈蚀或锈斑; 3)局部无磷化膜(焊接气孔和夹渣处除外); 4)表面挂灰严重; 5)切口无磷化膜或随线冷轧板样品表面无磷化膜。 f、在磷化反应中,促进剂分解产生腐蚀性气体,系酸性气体,易锈蚀磷化过程中的工作,因此禁止无故停车。 g、每班检查2次磷化膜耐耐蚀能力:在3%NaCl溶液中浸泡5min后,2小时内不生锈。 9、水洗3 通过常温自来水0.5~1min喷淋或浸泡,以达到部分去除工件表面粘附的磷化液的作用。喷淋压力为0.08-0.1MPa。为确保达到预期效果,该工位重点检查要点; a、适量的补充水,以降低槽内水洗液的浓度,补充水来自水洗4的溢流水; b、每小时检查回流槽的PH值,要求PH控制在5~7.之间。 10、水洗4 通过常温自来水0.5~1min喷淋或浸泡,以达到基本去除工件表面粘附的磷化液的作用。且溢流至水洗3液槽内,以降低自来水的消耗。喷淋压力为0.08-0.12MPa。为确保达到预期效果,该工位重点检查要点: a、适量的补充水,以降低槽内水洗液的浓度,补充水来自新鲜纯水直喷的喷淋水; b、每小时检查回流槽的PH值,要求PH控制在6.~7.之间。 11、新鲜纯水直喷 通过常温新鲜纯水(去离子水)进行喷淋,以达到全部去除工件表面粘附的磷化液的作用,同时达到全部置换工件表面离子水,减轻金属离子的残留。且回流至水洗4液槽内,以降低自来水的消耗。喷淋压力为0.08-0.12MPa,单排喷淋。为确保达到预期效果,该工位重点检查要点:纯水的电导率不大于15μS/cm。 12、人工吹水 通过经除油、除水、去粉尘后的工业用压缩空气吹扫,以达到基本去除工件表面粘附的水份的作用,以降低烘干时的能源消耗。为确保达到预期效果,该工位重点检查要点: a、吹水后工作表面不得有明显的积水; b、工件表面的水膜连续,否则为脱脂不良。 13、脱水烘干 磷化膜在经过140~170℃下烘干10~12min,使磷化膜失去结晶水从而造成磷化膜孔隙率的可能性降低,以提高磷化层与涂膜的附着力,提高涂层的耐蚀性和耐水性。为确保达到预期效果,在该工位重点检查要点: a、工件表面不得有水迹和未除尽的油渍; b、工件表面不得有锈迹。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购