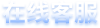
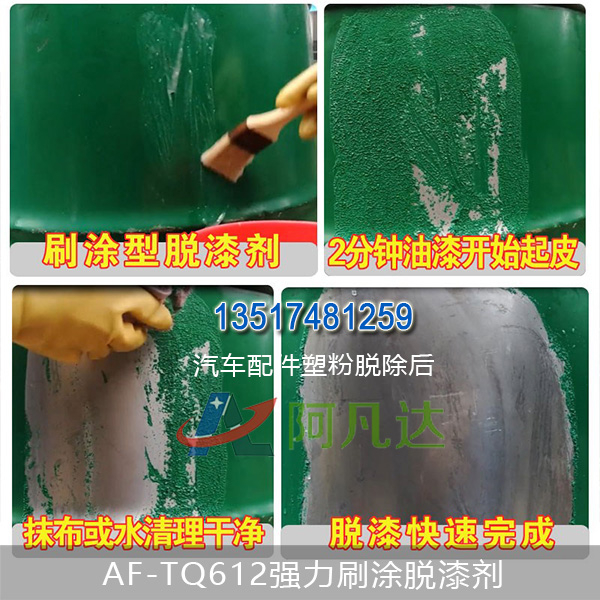
欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

化学除锈就是采用酸洗的方法,使其与铁锈进行化学反应,使其铁锈成分改变成氯化铁或硫酸铁,以达到去锈的目的。
1 化学除锈
化学法除锈是利用化学反应从工件表面溶解掉一般锈迹、氧化皮及各种腐蚀产物而不影响金属基体的方法。常用无机酸和有机酸作为除锈材料,因而通常又称为酸洗。
2 化学除锈的操作工艺
(1)首先制作两个洗液槽,一个称酸洗槽,一个为中和槽,操作人员应穿戴工作服和防酸橡胶手套、防护眼镜,并准备足量的约50℃的温水。
(2)配制酸洗液。先将温水倒入酸洗槽内,水量应根据管材数量而定,一般以全部淹没被除锈的管材为宜,然后依次加人酸液及缓蚀剂。缓蚀剂可延缓管材与酸液的化学反应速度。酸洗溶液可按如下比例配制:工业盐酸用量为8%~10%(即100KG的水加人8~10g的工业盐酸)。加入盐酸时应尽量缓慢并搅拌均匀,操作者应严格按加入顺序兑制酸洗液,严禁将水兑入盐酸中引起飞戮现象而灼烧操作者。缓蚀剂可按产品说明加入的比例即可。
(3)将管子轻轻放人槽内浸泡,以不滋出洗液为宜,浸泡期间经常翻动管子。浸泡时间一般为10~15min,对锈蚀较重者可延长浸泡时间。
(4)中和槽又称钝化槽,主要的作用是使已被去锈的管子内外壁在中和槽内形成一层保护膜,阻止金属表面再次氧化腐蚀。中和液主要是采用一些碱性物质兑制而成,配制比例如下,氢氧化钠:磷酸三钠:水=2%:3%:95%或氢氧化钠:水=(5%~10%):(95~90%)。把管子从酸洗槽取出后,先用清水冲洗后再置放在中和槽内。
(5)钝化处理后的管子取出后用清水冲洗,并晾晒或吹干待用即可。如置放时间较长时,应将管子两端封堵并置放在干燥通风处。
(6)经化学除锈的管材应及时刷防锈漆做防腐处理。
4酸洗时的常用酸
4.1 硫酸
在室温下,硫酸对金属氧化物的溶解能力较弱,提高浓度,不能显著提高硫酸的溶解能力,且40%以上的硫酸溶液,对氧化铁的溶解能力显著降低,60%以上的硫酸溶液几乎不能溶解氧化铁,因此,用硫酸作除锈溶液,其质量浓度一般多控制在8%~30%。提高温度,可以大大地提高硫酸的除锈能力,由于硫酸挥发性低,适宜于加热操作。热硫酸溶液对钢铁基体腐蚀能力较强,对氧化皮有较大的剥落作用,但温度过高时,容易过腐蚀钢铁基体,引起氢脆的倾向增加。为避免这些危害,硫酸除锈液可加热到50~60℃,一般不宜超过75℃,同时应加适当的缓蚀剂。
4.2 盐酸
在常温下盐酸对金属氧化物有较强的溶解能力,而对钢铁等金属基体都溶解比较缓慢。因此,用盐酸除锈时,不易发生过腐蚀和严重的氢脆,除锈后的工件表面残渣较少,质量较高。盐酸除锈的能力,几乎与其浓度成正比。但浓盐酸挥发性较大,特别是在加热时容易腐蚀设备,污染环境,因此,盐酸浓度一般不超过360g/L,并且多数是在室温下进行操作。
4.3 硝酸
硝酸是一种氧化型强酸,低碳钢制品在30%的硝酸中,溶解反应很激烈,除锈后表面洁净,均匀。中、高碳钢制品和低合金钢制品,在上述浓度的硝酸中除锈后,表面残渣较多,需在碱液中进行阳极处理,方能获得较均匀、洁净的表面。
硝酸挥发性强,在与金属反应时,放出大量有害气体(氧化氮类),并释放大量的热。硝酸对人体有很强的腐蚀性,在操作时应做好防护工作,酸槽應有通风和冷却装置。
4.4 磷酸
磷酸是中等强度的无机酸,由于磷酸一氢盐和正磷酸盐难溶于水,因此,磷酸的除锈能力较低,为弥补这一缺点,用磷酸溶液除锈,一般都需要加热。磷酸溶液除锈的优点在于产生氢脆的可能性较小,残留在工件表面的少量溶液,能转变为不溶性磷酸盐保护膜,适于焊接件、组合件涂装前的除锈。
浓磷酸与一定比例的硝酸、硫酸、醋酸或铬酸配合,处理铝、铜、钢铁等金属,可以提高其光泽。
4.5 氢氟酸
氢氟酸能溶解含硅的化合物,对铅、铬等金属的氧化物也具有较好的溶解能力。因此,氢氟酸常用于浸蚀铸件和不锈钢等特殊材料。浓度为10%的氢氟酸溶液对镁及其合金的腐蚀比较缓和,也常用于铝制品的浸蚀。
氢氟酸毒性大,挥发性强,在使用时,应严防氢氟酸和氟化氢气体接触人体,酸槽应有抽风装置。
4.6 柠檬酸
柠檬酸是安全无毒的有机酸,对氧化铁溶解能力好,适用于除铁锈,随着溶液浓度增加和温度升高,溶解氧化铁的速度加快。柠檬酸对金属离子如三价铁离子和二价铁离子有很强的铬合能力,对金属的腐蚀率低。铜、黄铜、铝、铬、镍等金属均能耐柠檬酸的侵蚀。
4.7 草酸
草酸是金属酸洗常用的有机酸,有很强的氧化性,常温时缓慢腐蚀钢铁,加热时生成草酸铁保护膜。适用于作金属酸洗除锈液,抛光液的组分。
4.8 氨基硫酸
氨基硫酸是安全酸洗常用酸,与金属作用时反应缓慢,腐蚀率低、不产生氢气。添加适宜的缓蚀剂,就能抑制其对钢铁、铜、不锈钢等多种金属的腐蚀。它溶解氧化铁的能力较低,除锈能力不及草酸。酸洗时生成的盐类溶解度高,不存在析出沉淀问题。适用于酸洗除锈及除水垢。
5除锈时的注意事项
5.1 控制酸洗液浓度
除锈过程中水分会逐渐蒸发,因此,应随时加水调整,使配方控制在工艺范围内,以免酸浓度过高造成工件被腐蚀。
5.2 保持酸液清洁
酸液除锈过程中,如带入碱及其他污物,酸液组成将逐渐改变,影响酸洗效率。因此,为获得满意的酸洗效果,应定期检查、分析、更换酸液,保持酸液适当的清洁。
5.3 控制温度
温度应按工艺规范要求控制。提高温度可以加快酸洗速度,但对工件和设备腐蚀也增加。大多数酸洗在常温下进行,当需加热酸洗时,也常把温度控制在60~70℃范围。对某些较柔和的酸液,因对工件和设备腐蚀较小,有时也在较高温度下使用。
5.4适当搅拌
酸洗一般都需要搅拌。在喷射清洗时,通常用100~170kPa的压力,有时也用280kPa的压力,靠泵加压,对复杂工件需要调整喷嘴,使酸液能喷到沟槽凹坑部位。在浸渍酸洗时,用串动、旋转工件,压缩空气或机械旋转叶片等都可以实现搅拌作用。酸洗中用超声波也是很有效的。在滚筒除锈中,滚筒自身旋转提供良好的搅拌作用。在电解酸洗时,气体析出提供搅拌作用。
5.5 注意水洗程序
凡经热溶液酸洗的工件,取出后应先经热水冲洗,才能用冷水冲洗;相反,室温下酸洗的工件,取出后应先经冷水冲洗、浸泡后,才能用热水冲洗。水洗必须彻底,不允许有残酸遗留在工件表面,以免发生腐蚀。添加质量分数为0.02%润湿剂,可以显著改善水洗质量。
5.6 除锈过程必须连续地进行
除锈过程各工序必须连续地进行,中途不应停顿,否则会影响除锈质量和效果。
5.7 定期清除酸洗槽中污泥
随着除锈过程的进行,酸洗槽将逐步沉积污泥,淤塞加热管和其它控制装置,应定期清除。在喷射酸洗时,槽液应连续过滤,以免堵塞喷嘴。
5.8控制酸洗的时间
在完全除去锈迹的前提下,酸洗时间应尽可能短,以减少金属的腐蚀和氢脆的倾向。
5.9 注意安全
除锈酸液,一般都具有很强的腐蚀性,操作中应避免酸液飞溅到皮肤或衣物上,以免遭受烧伤或破坏。
5.10 酸洗场地应有排风装置
酸洗时常产生含酸气体,为减少含酸气体对设备的腐蚀和对人体的危害,酸洗场地应有良好的排风设备。



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购