欢迎来到长沙阿凡达公司,公司主营环保脱漆剂,中性除锈剂,钢筋除锈剂,多功能漆前处理剂,漆雾凝聚剂,常温发黑剂。
-

扫码打开手机站
- 扫一扫

扫码加微信
扫码打开手机站
扫码加微信

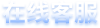
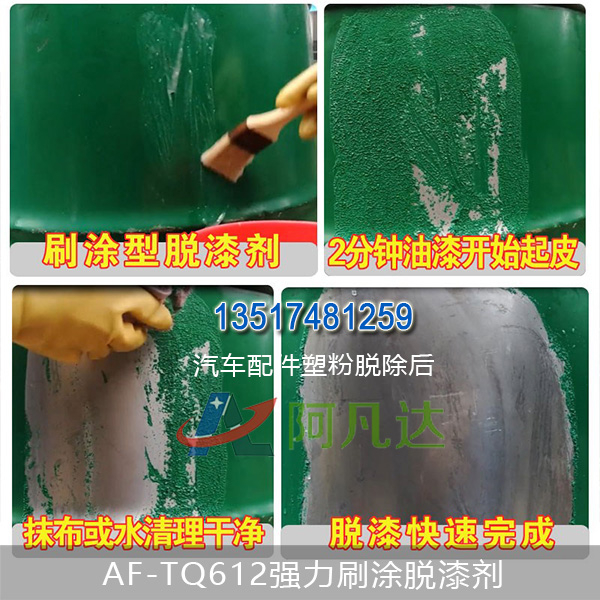
对于中性防锈剂是铝合金,锌合金钝化剂,可以大大提高在使用中性防锈剂和注意事项的耐腐蚀性集采细节以改善中性防锈剂后钝化性能是很重要的,使用下面的方法来共享与你中性除锈剂和注意事项。中性除锈剂适用于各种金属表面除锈,且不会腐蚀金属表面。钢筋除锈剂由多种除垢、除锈助剂,渗透剂、表面活性剂等配制而成,对钢、铁等产品基本无腐蚀,不燃,不含重金属及亚硝酸类受控物质,具有除锈、除垢、除油一次过之功能,能有效提高清洗速度,只需2至5分钟即可完全清除锈迹及油污,减少多次清洗、保护之麻烦,是钢筋表面处理必备保护产品。除锈剂也称为松锈剂,主要作用是松解生锈紧固件,润滑不能拆卸的紧固件,便于拆卸生锈的紧固件。中性除草剂通常压铸铝钝化工艺。
1,标准的处理技术工艺流程优化设计是:
预脱脂 - 脱脂主 - 冲洗 - 冲洗 - 钝化 - 冲洗 - 冲洗 - 干燥。
2,如果企业生产量不太大,将水洗槽里的水处于一个溢流系统状态,在保证PH值在控制能力范围内6.5-7.5
范围内,简化处理工艺可为:
脱脂-漂洗-钝化-漂洗-干燥。
3,工艺设计方面的考虑:安排必须有利于除油清洗的过程中,做药之间没有交叉污染,特别是喷涂工作。其次,使用方法和注意事项每个过程剂。
1,脱脂:使用除锈剂(1)使用一些碱性或酸性除锈剂。对于企业要求进行钝化后膜色比较深的,建议可以采用一种酸性的除锈剂;对于膜
颜色要求比较浅,碱性除锈剂建议。 (2)是脱脂钝化处理的一个关键步骤,必须确保无脂干,能够确保三价铬钝化膜的质量。
特别是企业对于有抛光蜡、脱模剂的工件,清洗所采用的除锈剂、清洗工作时间、温度、浓度进行一定
根据除锈剂的要求处理。 注:除锈剂不得使工件变色。
2、冲洗: 用自来水或纯净水冲洗,水的 ph 值应在7左右。 在室温下浸泡或喷洒30-60秒。
脱脂漂洗工件上除锈剂对象之后漂洗,防锈剂被带入化学钝化钝化罐,
影响钝化效果,
为了能够保证进行水洗技术质量,漂洗槽需采用“溢流”方式可以处理,水“溢流”量的大小可
生产量确定,pH值的漂洗水用PH试纸,一般需要水清洗槽应该6.5-7.5 PH
间。工件进行漂洗后,需要有30秒的滴干水的时间,再进入可以钝化。
三,钝化处理:使用中性除锈剂,按8-15%罐,常温浸泡时间2-5分钟,PH值约3.5-4.8,
在保证耐腐蚀性的前提下,ph 值可控制在4.0,浸泡时间越长,膜层越厚,颜色越深,浓度越高,
更深色的膜,更好的防腐蚀效果。防腐剂可以要求延长时间,但最多只有10分钟,该浓度可以为
以根据结构防腐蚀技术要求进行加高,最高不超过25%。
4,钝化冲洗:酸性漂洗主要中性防锈剂中的残留在工件上,相同的方法2,但不应该在权利要求PH小
于6.5.
5,,烤干:三价铬钝化钝化效果最佳的烘烤环境温度为80度左右,高温也不应影响大于120度。三,耐腐蚀性能测试方法建议钝化技术完成的24小时进行分析测试。

长沙阿凡达环保科技有限公司专注金属表面处理13年,脱漆剂个性定制专家,脱漆整体解决方案提供商,脱漆剂,钢筋除锈剂,漆雾凝聚剂,钢铁常温发黑剂,硅烷处理剂,除油清洗剂,光亮发黑剂研发生产与销售,价格咨询热线:13517481259



 阿凡达淘宝旗舰店
阿凡达淘宝旗舰店 阿凡达百度爱采购
阿凡达百度爱采购